
Изменение углов инструмента в зависимости от его установки и от подачи
В приведенных выше рекомендациях относительно углов заточки не учитывалось, что при работе инструментов величина углов может изменяться. Это изменение вызывается двумя причинами:
- нарушением правильной установки инструмента относительно обрабатываемой детали
- наличием движения продольной или поперечной подачи
При установке вершины резца выше линии центров действительный передний угол увеличивается, а действительный задний угол уменьшается на угол т; при установке ниже линии центров передний угол уменьшается, а задний увеличивается на угол т. Для расточного резца изменение углов имеет обратный характер: при установке выше центра передний угол уменьшается, а задний — увеличивается.
Изменение углов резца при установке не по центру тем больше, чем больше ошибка в установке (размер К) и меньше диаметр детали D:
Так, например, если при обточке валика диаметром 50 мм резец установлен выше центра на 3,5 мм, то его задний угол уменьшится на 8°.
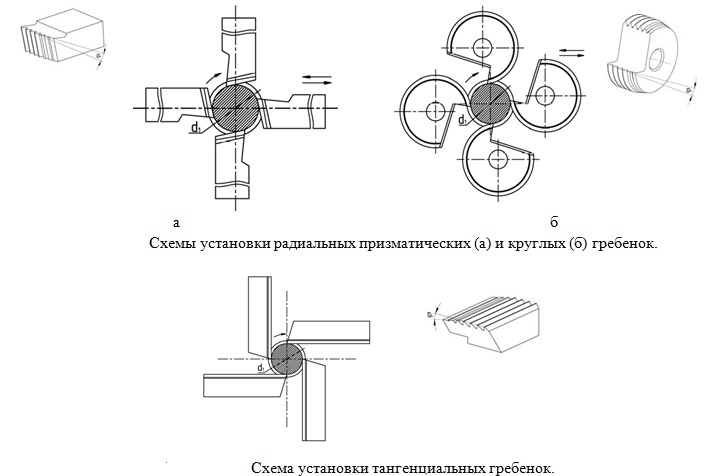
На рисунке показана схема установки радиальных гребенок, применяемых для нарезания наружной резьбы резьбонарезной головкой. По мере износа и переточки гребенки вершина ее понижается; поэтому при заточке под неизменным передним углом действительный передний угол гребенки тп уменьшается. Чтобы избежать этого, нужно передний угол заточки увеличивать на угол т.
Установка режущих инструментов
Необходимо всегда помнить о том, что при неправильной установке режущих инструментов их углы искажаются. В случае установки вершины резца не по центру (например, при работе в расточной державке) нужно эти изменения геометрии исправлять соответствующей заточкой. Если же нет особых технологических препятствий, то резцы следует устанавливать по центру, допуская отклонения не более 0,02D, что уже дает угол т около 2,5°. Второй причиной изменения действительных величин передних и задних углов по сравнению со статическими является влияние подачи. При продольном точении, когда резец перемещается вдоль оси вращающейся детали, поверхность резания представляет собой винтовую поверхность, а действительная плоскость резания отклоняется от теоретического (вертикального) положения на угол, равный углу подъема образуемой винтовой поверхности. В результате этого действительный задний угол уменьшится на величину я, а передний угол на такую же величину увеличится.
При точении с поперечной подачей деталь относительно вершины резца описывает не окружность, а архимедову спираль, касательная к которой также отклоняется от вертикальной линии на угол.
Угол р, обычно невелик (несколько минут) и им можно пренебречь. Но в некоторых случаях, когда подача становится соизмеримой с диаметром обработки (например, при нарезании резьбы с большим шагом на тонких винтах, при затыловании задних поверхностей фасонных фрез, которое производится с поперечной подачей, при сверлении — для точек режущего лезвия сверла, расположенных недалеко от оси вращения.), искажения углов становятся очень значительными.