
Ленточнопильный станок очень популярное оборудование на различных типах производства. Благодаря им у производителя появляется возможность быстро и качественно осуществлять обработку больших партий деталей. В частности ленточнопильные станки по металлу способны обрабатывать большое количество металлических заготовок, обеспечивая высокую скорость работы, минимальные отходы в виде металлической стружки и, в целом, высокую энергоэффективность. При этом отдельные модели способны обрабатывать материалы из очень твёрдых сплавов или абразивы, хоть для этого и используют специальные пилы из специальных сплавов или с алмазами.
Все ленточнопильные станки конструкционно мало чем отличаются друг от друга, разница может быть лишь в наличии, например, ЧПУ или мощности двигателя. Поэтому, все станки похожи друг на друга, однако стоит понимать, что у разных производств свои потребности, свои форму и материалы заготовок, а всё это обязательно нужно учитывать. Производители не могут учитывать все нюансы работы конкретного предприятия и поэтому вместе с выпускаемой продукцией поставляют специальные таблицы, в которых указаны параметры настройки подачи в зависимости от, например, типа стали обрабатываемой детали. Однако в этих таблицах не учитывается форма детали и шаг между зубьями пилы, что может приводить к быстрому износу ленточного полотна.

Кинематика работы ленточнопильного станка
Ленточная пила совершает прямые движения в виде главного резания. Для расчётов стоит использовать следующие переменные:
V м/минуту – продольная скорость движения зубцов;
S мм/минуту – поперечное смещение пилорамы;
Sz мкм – подача на зуб;
t мм – шаг зубьев.
Фактически формула будет выглядеть так:
Sz = t · S / V
Одним из важнейших параметров для определения качества реза и, соответственно, метрики правильности выбранного полотна является Sz, фактически представляющая собой толщину стружки после совершения пила.
Предельные значения толщины снимаемой стружки 0,5-20 мкм. Чем меньше это значение – тем лучше, т.к. при низких значениях стружка фактически больше напоминает порошок, а при высоких значениях стружка слишком большая, что может свидетельствовать о деформации заготовки, наличии побежалости на снятом металле или изменении цвета.
Нормальное значение Sz для, например, конструкционной стали должно быть около 7-8,5мкм.
Выбор режима обработки
Подача регулируется бесступенчато, можно выбирать оптимальную в широких пределах. Возможен выбор скорости пиления. Если например прямоугольная заготовка сделана из стали 45, имеет сечение В=100 мм, пила 3/4 режет со скоростью V=45 м/мин, то по линейному графику можно найти подачу S=65 мм/минуту.
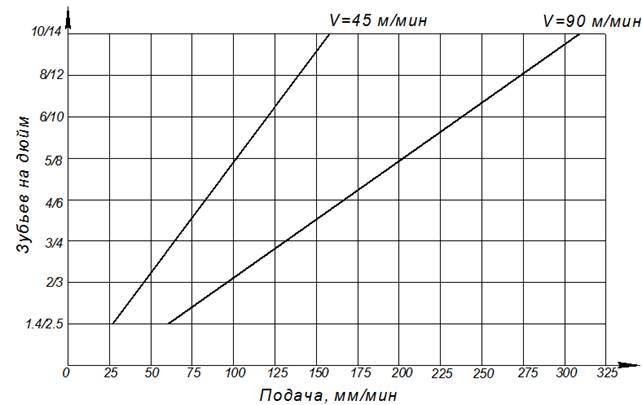
То есть, сначала следует определить оптимальное число зубцов на дюйм, учитывая форму заготовки. Затем установить скорость резания по рекомендациям завода изготовителя – ПАО «Кувандыкский завод КПО «Долина». Считая наилучшей подачу на зуб 8 мкм (для конструкционной стали), находится необходимая подача пильного полотна.