Механические и гидравлические гильотинные ножницы: особенности, сферы применения
Гильотины широко используются для резки металлических листов. Точность реза составляет от 0,8 до 3 мм.
В зависимости от способа приведения механизма в действие выделяют следующие типы гильотин:
- механические (электромеханические)
- пневматические
- гидравлические
Наибольшее распространение на предприятиях получили электромеханические и гидравлические гильотины.
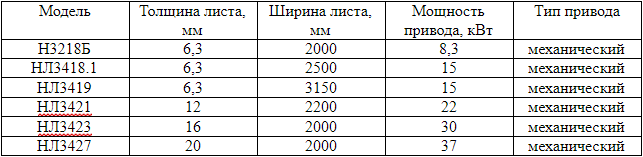
Механические гильотинные ножницы

Электромеханическая гильотина успешно разрезает металлы толщиной до 32 мм, с меньшей твердостью, чем материал ножа. При обработке материала следует соблюдать рекомендации производителя и обрабатывать только заготовки из сравнительно мягких марок материала, не разрушающих ножевую кромку.
Листовой металл подают по направляющим на рабочий стол гильотины. Находящийся на станине верхний прижим удерживает подаваемые листы. Рез заготовок может производиться по разметке или по заднему упору.
Возможно разрезание заготовок, как по длине, так и по ширине заготовки. Полный цикл реза может, занимать около 1 – 2 секунды.
В качестве дополнительного оснащения используется лазер (указатели) или подсветка с теневой линией.
Гильотины электромеханические сохраняют покрытие обрабатываемого материала, точный срез лишен существенных недостатков.
Сравнительные технические характеристики моделей
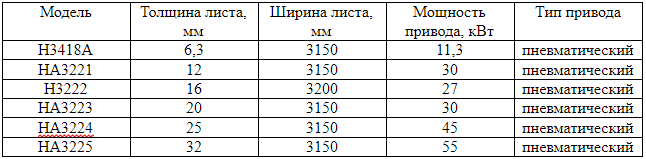
Пневматические гильотинные ножницы

Одним из распространенных вариантов использования гильотин на производстве являются пневматические гильотины. Важно помнить, что несмотря на удобство такого механизма, предприятие должно быть оснащено оборудованием для работы с пневмоприводами.
Пневматические гильотины обладают рядом преимуществ по отношению к гидравлическим. Например, на них куда проще установить компьютерное управление и провести настройку, т.к. программы для них пишутся намного проще. Также проще обучать операторов работе именно на таких станках. В силу конструктивных и механических особенностей, работа с ними куда проще и для обучения может хватить 2 или 3 дней.
Из недостатков стоит отметить, помимо необходимости ресиверов, громкую работу. Несомненно, пневматическое оборудование работает куда громче гидравлического, однако значимость этого фактора каждое производство решает для себя само.
Сравнительные технические характеристики моделей
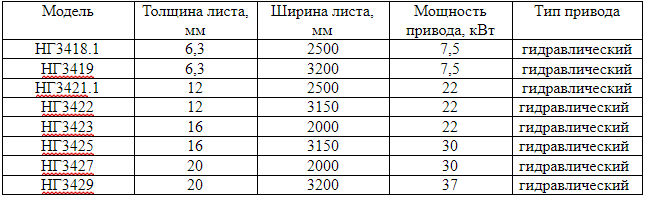
Гидравлические гильотинные ножницы

Более мощная гидравлика позволяет резать металлические заготовки толщиной до 40 мм. Длина разреза может достигать 6000 мм. Для обработки нержавеющей, твердых марок углеродистой и инструментальной стали требуются высокопрочные лезвия. Заточку режущей кромки производят с четырех сторон, что повышает долговечность и производительность режущего инструмента.
Нож передвигается совместно с ножевой балкой в вертикальной плоскости. Имеется возможность регулировать углы наклона лезвия.
Усилие реза на гидравлической гильотине значительно выше, чем на гильотинах с электромеханическим приводом, но снижается скорость обработки до нескольких резов в минуту. Электромеханическая гильотина способна выполнять 18-20 проходов в минуту. К значительному ускорению при выполнении работ ведет механизация процессов подачи листа с помощью подающих приводных рольгангов и отвода готовых изделий из зоны реза с помощью откатных тележек.
Сравнительные технические характеристики моделей