
Крепление сверл
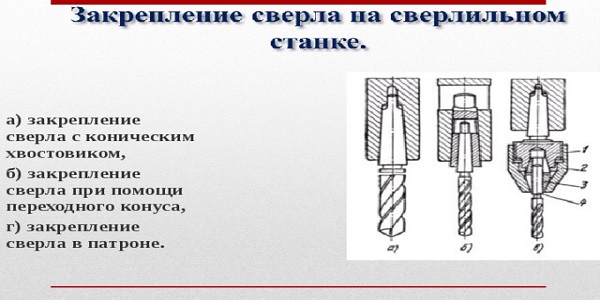
Сверла закрепляются либо непосредственно в шпинделе станка (если хвостовик конический), либо в патронах (если хвостовик цилиндрический). Наряду с надежностью зажима очень важно, чтобы сверло вращалось без биения; биение приводит к увеличенным размерам отверстия и может вызвать повреждение станка.
При работе сверлами необходимо обращать внимание на следующее:
1. Недопустимы изношенность, забоины или грязь на поверхностях хвостовика сверла, переходной втулки и шпинделя станка, а также заусенцы на лапках сверла. При наличии этих дефектов хвостовик сверла неплотно прилегает к коническому отверстию шпинделя или втулки, а это приводит к биению сверла и, кроме того, может вызвать поломки лапки.
2. Применение переходных втулок является нежелательным; в случае необходимости нужно пользоваться только одной втулкой.
3. При работе в патроне последний должен крепко зажимать и точно центрировать сверло. Не допускается исправление положения сверла непосредственно в патроне; если сверло устанавливается неправильно, то нужно вынуть его и отремонтировать патрон.
4. Чем короче сверло, тем большую устойчивость имеет оно при работе. При длинных сверлах чаще возникают дрожания. Если сверло малого диаметра имеет большую длину, то нужно в начале сверления выставить его из патрона не более чем на половину длины и уже при втором переходе выдвинуть сверло на всю длину.
5. Удалять сверло из шпинделя станка или втулки нужно с помощью специального клина, иначе можно повредить шпиндель станка. Нельзя выколачивать сверло из втулки в шпинделе станка, втулку со сверлом нужно предварительно вынуть.
В тех случаях, когда на одном и том же станке приходится последовательно выполнять сверление, зенкерование, развертывание и т. д., целесообразно применять быстросменные патроны, которые позволяют производить смену инструмента без остановки станка.
Все инструменты, применяемые на данной операции, должны быть заранее закреплены во втулках, и смена их на ходу станка требует только соответствующих перемещений обоймы.